|
||||
|
|
Мастерская резчика и столяра Верстаки Вы профессиональный мастер или столяр-любитель? В первом и во втором случае вам необходимо оборудовать рабочее место. Обустройство мастерской это немаловажный факт, так как с нее все и начинается. Во-первых, рабочее место должно быть хорошо освещено. Желательно, чтобы свет падал спереди и слева, но оградить от действия прямых солнечных лучей. Во-вторых, температурный режим и уровень влажности должен быть постоянным, так как резкие колебания отрицательно сказываются на качестве материала и выполняемых резных изделиях. В-третьих, рабочий стол должен быть прочным, устойчивым и максимально удобным. Такой стол для столярных работ называют верстаком. Хороший верстак – это основной помощник столяра и мастера по резным работам. Как правило, человек, работающий с деревом, выполняет много работ, связанных с обработкой различных деталей и не только деревянных. Кроме столярных работ на верстаке приходится выполнять жестяницкие, гибочные и другие работы. Верстаки бывают разные по форме и функциональным особенностям. Столярный верстак. Две основных части верстака – это рабочая доска и основание. Рабочая доска оборудована передними (поперечными) и задними (продольными) тисками. На ней также имеются отверстия – сквозные гнезда, расположенные в ряд у переднего ребра. Эти отверстия необходимы для установки деревянных или металлических упоров. С задней стороны рабочей доски имеется лоток, в котором хранится столярный инструмент. Под рабочей доской можно дополнительно установить шкаф для материалов и инструментов. Передние и задние тиски служат для закрепления заготовок при обработке. Упоры, которые вставляются в сквозные гнезда, помогают закрепить заготовку. Упоры должны располагаться ниже плоскости обрабатываемой поверхности древесины, чтобы не задеть рубанком. Для более качественной обработки древесины на верстаке в упоре, который примыкает к древесине, делается насечка. В самом гнезде упоры держатся с помощью пружины. При вертикальном положении заготовки во время обработки заготовка зажимается в передних или задних тисках. 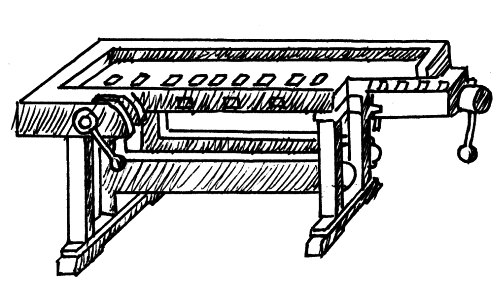 Рис. 8. Столярный верстак Основание верстака изготавливают из древесины хвойных пород, рабочую доску – из древесины твердых лиственных пород (дуб, береза, бук, ясень). По стандарту толщина рабочей доски составляет 60–70 мм, ширина – 500 мм. Винты передних и задних тисков, как правило, изготовлены из металла, реже – из дерева. Проверочный тест, который позволит определить, правильно ли собран верстак, заключается в следующем. Обопритесь ладонями на верстак, если вы находитесь в выпрямленном положении – верстак выбран правильно. Надо проследить также, чтобы основание верстака было надежно прикреплено к полу. Чтобы продлить срок службы, верстак покрывают олифой. Не следует держать верстак в помещении с повышенной влажностью, равно как и вблизи отопительных приборов. Если во время работы (долбление, сверление, пиление, работа стамеской) существует вероятность повредить верстак, необходимо подложить под обрабатываемую заготовку доску или испорченный брус. Деревянный унифицированный верстак. Ножки этого верстака сделаны из бруска сечением 80 ? 80 мм. Их надежно закрепляют в коробке, которую собирают из досок толщиной 40 мм. Все крепления делают на крупных шурупах. В середине коробки устанавливают на шурупах планку сечением 60 ? 80 мм. Высоту верстака выбирают в зависимости от роста работающего. Для этого на любой стол кладут стопку отрезков досок и подбирают их высоту так, чтобы за положенный на них фуганок (рубанок) можно было взяться, почти не сгибая спины. Общая высота стола плюс высота стопки досок и определяет высоту верстака. 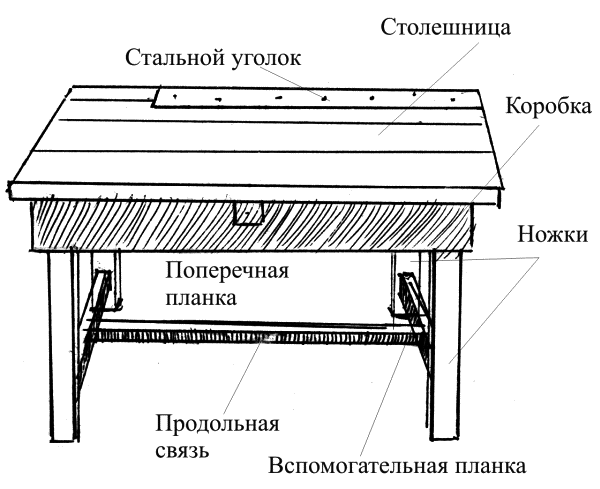 Рис. 9. Деревянный унифицированный верстак Столешницу крепят к коробке и поперечной планке шурупами. Для столешницы лучше брать доски толщиной 60 мм. Ножки верстака связывают в шип попарно вспомогательными планками, а их в свою очередь соединяют в шип продольной связью для придания жесткости всей конструкции, иначе верстак через некоторое время потеряет устойчивость. По одной длинной стороне верстака врезают и закрепляют на шурупах с потайными головками стальной уголок с полочкой 32 или 36 мм. Эта сторона верстака будет служить для жестяницких работ. На другой длинной стороне верстака устанавливают два зажима для строжки узких сторон досок. Каждый зажим представляет собой металлическую пластину с приваренной к ней гайкой. Пластину крепят шурупами изнутри коробки верстака. Прижимная доска с помощью болта с воротком позволяет закрепить на верстаке обрабатываемую доску. Между головкой болта с воротком и прижимной доской ставят шайбу. Когда зажимы не нужны, их можно снять. На той же длинной стороне верстака ставят устройство для крепления доски при строжке широких сторон. Оно представляет собой два съемных деревянных клинообразных упора с направляющими из стали толщиной 2 мм. В направляющих могут перемещаться два сухаря с угловыми вырезами. Сухари лучше делать из бука. На угловых вырезах сухарей крепят отрезки лезвий от ножовки. Обрабатываемую доску (в зависимости от ее ширины) устанавливают в подходящие вырезы сухарей и надавливают на нее. Сухари, перемещаясь в упорах, надежно зажимают конец доски. Отрезки лезвий ножовки врезаются в доску и не дают ей перемещаться. В столешнице верстака вырезают отверстие для установки электрической циркулярной пилы. Если необходимо, сверлят отверстия под крепящие болты для токарного станка по дереву и гибочного устройства. Столярные инструменты Измерительный инструмент Для метки и проверки точности обработки заготовок и деталей используют измерительные и разметочные инструменты. К контрольно-измерительному и разметочному инструменту относятся: метр столярный и рулетка, металлические и деревянные угольники, различные по назначению циркули (кронциркуль, нутромер, штангенциркуль), рейсмусы, угломеры (берунок, малка). 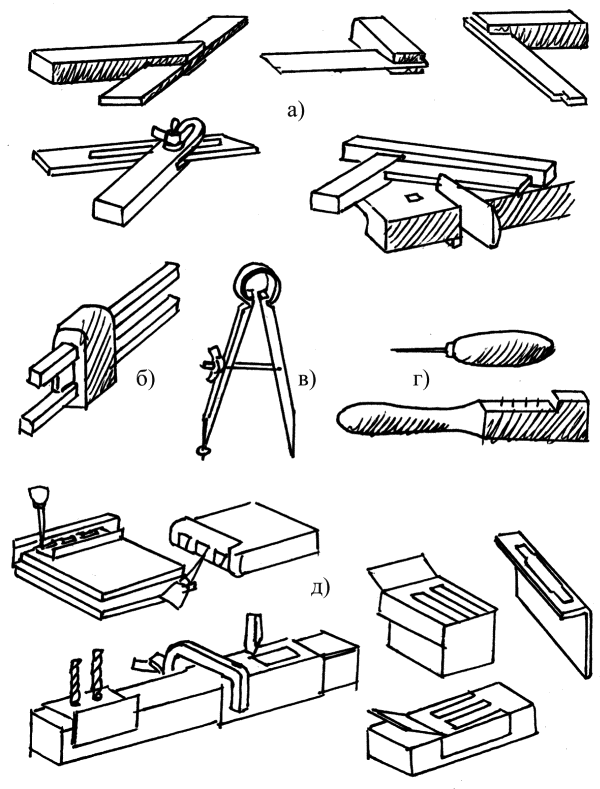 Рис. 10. Разметочный и измерительный инструмент: а – угольники; б – рейсмус; в – кронциркуль; г – шило и разметочная гребенка; д – разметочные кондукторы 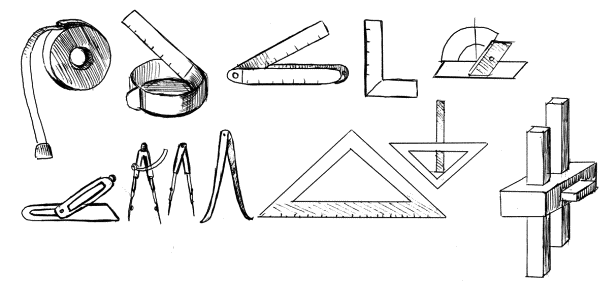 Рис. 11. Прочий измерительно-разметочный инструмент Рулетка представляет собой круглый металлический или пластмассовый футляр, в котором заключена измерительная лента с нанесенными на ней делениями, выраженными в метрах, сантиметрах, миллиметрах. Рулетку применяют для линейных измерений, а также грубой разметки длинномерных пиломатериалов. Метр-рулетка предназначен для точного измерения и разметки по толщине и ширине коротких по длине заготовок. Он состоит из металлического футляра со спирально уложенной в него стальной лентой длиной 1–2 м, на которую нанесены деления. Складной метр представляет собой набор металлических или деревянных линеек с нанесенными на них делениями. Линейки соединяются между собой с помощью шарниров и легко складываются или раздвигаются. Метр служит для измерений предметов незначительной длины. Угольник предназначен для разметки углов, проверки прямоугольности элементов столярных изделий и состоит из основания, в которое под прямым углом вмонтирована линейка. На линейке могут быть нанесены деления. Угольники бывают деревянные размером 250 ? 160 ? 22, 500 ? 300 ? 24 мм и металлические поверочные слесарные с широким основанием 60 ? 40, 100 ? 60, 160 ? 100, 250 ? 160, 400 ? 250, 630 ? 400, 1000 ? 63 мм. Первая цифра – длина линейки, вторая – длина основания. Угольник-центроискатель предназначен для определения центра у цилиндрического предмета. К угольнику прикреплена линейка. В верхней части он скреплен планкой. Линейку устанавливают таким образом, чтобы она находилась в середине скрепляющей планки и делила прямой угол угольника пополам. Предмет цилиндрической формы, в котором нужно найти центр, кладут на угольник и при помощи линейки проводят две пересекающиеся линии, которые одновременно являются диаметрами. Точка пересечения линий (диаметров) и будет центром предмета цилиндрической формы. Чертежный угольник необходим для проведения линий под разными углами. Столярный угольник – для прочерчивания прямых углов, нанесения параллельных и перпендикулярных линий. Последний состоит из короткой толстой стороны, называемой колодкой, и тонкой длинной стороны – пера. Для разметки используются деревянные (1–2 м) и прозрачные из оргстекла (25–50 см) линейки. Последние в основном служат для нанесения рисунка геометрической резьбы. Ерунок предназначен для разметки и измерения углов 45° и 135°. Он состоит из основания – колодки, в которую вставлена деревянная или металлическая линейка под углом 45°, и пера, которое крепят на середину колодки. Деревянная или металлическая малка предназначена для измерения углов по образцу и перенесения их на заготовки. Она состоит из основания – колодки и линейки, соединенных между собой шарнирно. Циркуль применяют для перенесения размеров на заготовки и для очерчивания круглых разметок. Они бывают простые, с дугой для разметки больших диаметров, с пружиной. Циркуль с линейкой удобен для прочерчивания окружностей. Состоит он из бруска с разметкой и зажимом для карандашей, а также из передвижной стойки-центра. Кронциркуль предназначен для измерения диаметров деталей в токарном деле, а также круглых и цилиндрических деревянных заготовок. Чтобы центральная иголка не врезалась глубоко, следует на конец кронциркуля напаять шайбу так, чтобы конец иголки выступал из нее не более чем на 1,5–2 мм; другой конец кронциркуля затачивают лопаточкой вдоль дуги. Большие дуги чертят с помощью планки. Штангенциркуль необходим для точных измерений внешних и внутренних размеров различных изделий. Делитель окружности применяется для разметки многогранников, определения центра окружности токарных заготовок и др. Нутромер используют для измерения внутренних диаметров отверстий. Применяется он при изготовлении токарных изделий с внутренними полостями. Уровень с отвесом предназначен для проверки вертикальности и горизонтальности деталей. Уровень применяют для проверки горизонтального или вертикального расположения поверхностей строительных элементов и конструкций (полов, балок). Он представляет собой металлический корпус, в который вставлена запаянная трубка (ампула), наполненная подкрашенной в розовый или желто-зеленый цвет жидкостью (спиртом). В жидкости находится пузырек воздуха, который стремится занять верхнее положение. Положение ампулы в корпусе регулируют установленными винтами так, чтобы пузырек воздуха занимал среднее положение в трубочке против отметки в корпусе, когда уровень находится строго в горизонтальном положении. Уровни имеют ширину 16, 22, 25 и 28 мм, высоту 30, 40, 50 и 56 мм, длину 230, 300, 500, 750 и 1250 мм. Рейсмус применяют для нанесения линий, параллельных сторонам заготовок. Состоит он из двух брусков и колодки. Бруски закрепляются в колодке клином. На брусках имеются небольшие шпеньки-гвоздики, которые царапают древесину, оставляя на ней риски. Бытовой угломер используют для определения отклонений по вертикали и горизонтали. Отвес применяется для проверки вертикальности конструкций и представляет собой металлический цилиндр с конусом на одном конце. Для повышения точности и скорости работы при разметке шипов, проушин и т.п. применяют самодельные шаблоны – кондукторы и так называемые гребенки. Их изготавливают из жести, дюраля, латуни, учитывая необходимость плотной посадки. Что особенно важно при нанесении размеров сопрягаемых частей (например, шипа и проушины), которые обеспечивают плотность соединения, отсутствие перекоса и качания при сухой сборке соединения. Расчерчивая риски по детали, нужно следить, чтобы острие карандаша или шила было плотно прижато к кромке металлического кондуктора. Иначе полученный размер выйдет меньше размера отверстия в кондукторе, и это отличие будет зависеть не только от толщины металла кондуктора, но и от толщины шила или карандаша. Целесообразно, выполняя кондуктор для пары шип – проушина при большом количестве шипов, сделать пробные шип и проушину в натуре, а затем внести соответствующие изменения в кондуктор или гребенку. Инструмент для пиления Поскольку древесину пилят под разным углом к волокнам, пилы необходимо иметь с зубьями разной формы, обращая особое внимание на качество стали. Так, при разводке зубья пилы должны отгибаться, а не ломаться. Зубья пил имеют следующие параметры: расстояние между зубьями смежных вершин составляет шаг, а расстояние между основанием и вершиной – высоту зуба. Для удаления образующихся в процессе пиления опилок служит впадина. Выделяют следующие виды пил: двуручные, ножовки, лобзики, обушковые пилы, наградки, пилки для раскроя шпона, ручные пилы (лучковые). 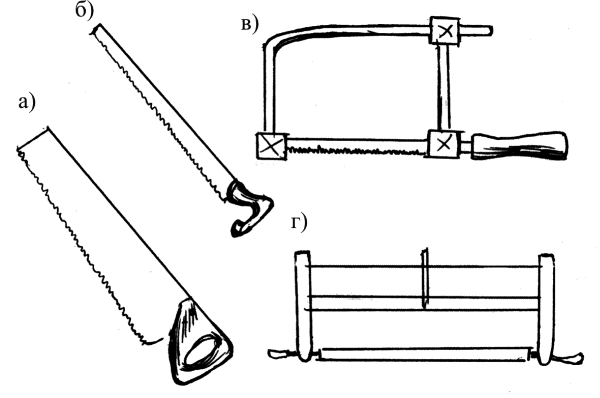 Рис. 12. Инструмент для пиления: а – поперечная ножовка (широкая); б – узкая ножовка; в – ножовка с обушком; г – лучковая пила Ножовки с широким полотном служат для запиливания шипов, проушин, для распила поперек волокон широких досок и щитков, а с узким полотном – для работы по выпиливанию криволинейных заготовок. Ножовка с обушком используется для спиливания концов «на ус», при точной торцовке, для распила мелких деталей. Лобзики применяют тогда, когда необходимо выпилить отверстие или сложный контур в тонких деталях, в пластинках искусственных имитирующих и природных материалов. Поперечными двуручными пилами пользуются при распиливании тяжелых досок, бревен, кряжей, брусьев. Полотна их бывают разной длины и имеют на концах ручки. Зубья таких пил рекомендуется разводить по обе стороны полотна на 0,5 мм. Наградка нужна для пропила в древесине несквозных прорезей и пазов. Лучковые пилы используют для распила материала поперек, вдоль, под углом, запиливания проушин и шипов, спиливания концов «на ус», для точной подгонки торцов брусков. Лучковые пилы называются так потому, что их полотно крепится с помощью шпилек в специальном станке – лучке. Тетива закручивается так, чтобы полотно пилы было натянуто и не вихляло во время работы. Слабо натянутым полотном трудно сделать ровный распил. В то же время натяжение не должно быть слишком сильным, иначе полотно разорвется. Такие пилы изготавливают в зависимости от назначения с полотнами разного размера и с зубьями разной высоты: поперечные – для поперечного пиления: ширина полотна 20–25 мм, шаг зубьев 4–5 мм, высота зубьев 5–6 мм; распашные – для продольного пиления: ширина полотна 50 мм и более, шаг зубьев 5–6 мм, высота зубьев 6 мм; смешанные – для поперечного и продольного пиления: ширина полотна 20–35 мм, высота зубьев 3 мм; шиповые – для выпиливания шипов: ширина полотна 35–50 мм, шаг зубьев 3–4 мм, высота зубьев 3–4 мм; выкружные, или поворотные, или столярные лобзики с узкими полотнами – для фигурного и криволинейного пиления: ширина полотна 4–12 мм, длина полотна 350–500 мм, шаг зубьев 2–4 мм, высота зубьев 2–3 мм. Для выполнения художественных резных работ предпочтительны пилы с мелкими зубьями высотой до 2 мм. Зубья новой пилы обязательно нужно развести, чтобы полотно пилы легко двигалось по пропилу. Для получения чистых стенок пропилов, а главное ровных разведенные зубья нужно хорошо выровнять и заточить. Они должны быть в одной плоскости, т.е. находиться строго на одной прямой. Не требуют разводки зубьев и дают ровный пропил пилы с полотнами конусообразной формы (трапециевидные). Сделать такую пилу можно самим из стальной ленты толщиной 2 мм. Нужно взять широкий напильник и заточить его, как нож для рубанка, но с очень крутой фаской. Заточенный напильник вставляют в рубаночную колодку и получают рубанок. По концам ленты сверлят отверстия с раззенковкой с двух сторон. Крепят ленту через эти отверстия к ровно строганной доске. Сделанным рубанком строгают ленту так, чтобы обух был наполовину тоньше стороны с зубьями. Строганое полотно должно быть чистым и гладким. Стальную ленту можно не строгать, а стачивать напильником. Для этого ее закрепляют в деревянном бруске. У пилы для продольного пиления зубья имеют косоугольную форму и небольшой наклон в сторону пиления. Режет продольная пила в направлении от себя. У пилы для поперечного пиления зубья имеют форму равнобедренного треугольника. Пилит она в обе стороны: на себя и от себя. У пилы для смешанного пиления (вдоль и поперек волокон, а также под углом к ним) зубья имеют форму косоугольного треугольника. Зуб любой пилы имеет три режущие кромки. У зубьев пил для продольного и смешанного пиления переднюю грань называют грудкой, заднюю – спинкой, а короткую кромку, образуемую грудкой и спинкой, – основной режущей кромкой. Боковые кромки грудки подрезают древесину с боковых сторон пропила. У пил для поперечного пиления волокна древесины перерезают боковые кромки, а расслаивает волокна вершина зуба или передняя кромка. Для нормальной работы пилы для продольного пиления углы заострения зубьев для мягкой древесины должны составлять 40–50°, для твердой – 70°, у пилы для смешанного пиления – 50–60°, а у пилы для поперечного пиления – 60–70°. Наивыгоднейший угол резания у пил для продольного пиления – 60–80°, смешанного – 90°, поперечного – 90–120°. От длительного пиления зубья пил постепенно сжимаются, им необходима повторная разводка. Разводка пил. Отгибают зубья пилы обычно на 1,5–2 толщины полотна пилы, для сухой древесины – на 1/4 толщины полотна, а для сырой – еще больше. Выполняют эту операцию с помощью разводок различной конструкции. Самая простая разводка представляет собой стальную пластину с пропилами. Пилу зажимают в деревянных тисках по линии основания зубьев. Разводкой захватывают зубья на 1/3 их высоты и отгибают сначала с одной стороны пилы, затем с другой. Разводить зубья можно стамеской или отверткой. Пилу закрепляют в тисках, ставят между зубьями инструмент и поворачивают его в необходимую сторону. Часто после разводки некоторые зубья выступают из общей линии. Такие зубья правят. Полотно пилы с зубьями помещают между губками тисков и протаскивают сквозь них несколько раз, нажимая на выступившие зубья. При разводке некоторые зубья могут сломаться. В таком случае все зубья пилы срубают, полотно выравнивают и насекают новые зубья нужной формы и высоты. Мелкие зубья вытачивают напильником. К заточке пилы можно приступать только после разводки зубьев и их выравнивания. Насечка зубьев пил. Для насечки зубьев применяют специальный станок из закаленной стали. Матрицу с пуансоном скрепляют болтом. Перед насечкой по полотну пилы проводят риску, соответствующую высоте зубьев. Ставят полотно пилы в станок так, чтобы конец пуансона был около риски. Молотком ударяют по пуансону, просекая полотно пилы. Заточка пилы. Полотно пилы зажимают в тисках или зажиме и точат трехгранным напильником с мелкой насечкой. В зависимости от вида пилы различаются и способы ее заточки. Зубья пилы для поперечного пиления делят на нечетные и четные. Напильник держат под углом 45° к полотну и водят в одну сторону зуба от вершины вниз. Сперва затачивают с двух сторон зубья нечетного ряда так, чтобы вершина сточенного зуба была обращена к внутренней стороне развода, а затем четного. При заточке необходимо выдерживать одинаковый нажим и размах движений. Зубья пилы для продольного пиления затачивают последовательно один за другим. Напильник ведут под прямым углом к полотну пилы. Заточенные грани зуба должны образовать переднюю короткую режущую кромку. Зубья пилы для смешанного пиления затачивают так же, как и зубья пилы для продольного пиления. Только напильник держат под углом 50–60° к полотну. На передней короткой режущей кромке зуба должна образоваться небольшая фаска. Зубья неодинаковой высоты обязательно выравнивают, иначе пила во время пиления будет скакать, а потом точат. Выравнивание зубьев пил. В двух брусках или кусках досок прорезают отверстие по размеру и форме напильника, устанавливают в это отверстие напильник и скрепляют бруски так, чтобы он не мог выпасть. Полученную колодку закрепляют в тисках или деревянных сжимах. Пилу водят по напильнику пока зубья не выровняются по высоте, после чего их затачивают. Наточенные лучковые пилы необходимо наладить, т.е. установить и натянуть их полотно так, чтобы оно не вибрировало во время пиления. Правильно установленное полотно сверху имеет вид тонкой линии. Утолщение этой линии в одном или нескольких местах говорит о неправильной установке полотна. После работы тетиву ослабляют. Полезный совет. Пилы, как, впрочем, и любой другой инструмент, лучше хранить наточенными, эта хорошая привычка сэкономит время в случае срочной работы. Инструмент для долбления, сверления и подрезки Для долбления гнезд, зачистки кромок и подрезки плоскостей, шипов, проушин, разрезания шпона служат стамески и долота. Долота при одинаковой конструкции и форме имеют разную ширину режущей части (от 3 до 16 мм) и разные углы заострения (от 25 до 35°). Промышленность выпускает долота от 6 до 22 мм с градацией через 2 мм, а стамески от 6 до 20 мм с градацией 2 мм и от 20 до 40 мм с градацией 5 мм. Такой набор достаточен для хозяйственных нужд и строительных работ, для столярных же работ требуются дополнительно узкие стамески от 1 до 6 мм с градацией через 1 мм. Долото служит для выборки проушин, гнезд, пазов, прорубки сквозных и глухих отверстий, для зачистки поверхности. Долото отличается от стамески большей толщиной и рукояткой с оковкой сверху, предохраняющей дерево от разрушения при ударах молотком. В столярной практике сильных ударов не требуется, так как глубокие гнезда обычно сперва рассверливают, а затем расчищают. Долбление ударами характерно для плотницких работ, а тонкие столярные детали недолго и расколоть. Поэтому столяру достаточно иметь набор стамесок от 2 до 16 мм и две широкие стамески 25 и 40 мм, а также два долота 6 и 12 мм. После долот в работу вступают стамески. Ими подчищают отверстия, доводя их до необходимых размеров. А на мелких работах по прорубке отверстий используют только этот инструмент. Стамески различают плоские и полукруглые. В зависимости от характера работ дополнительно понадобятся стамески определенного профиля для контурной и трехгранно-выемчатой резьбы, рельефной и скульптурной резьбы и т.д. Узкие стамески изготавливают из пружинной проволоки, напильников, стачивая их соответствующим образом на наждачном круге. За исключением режущего конца, металл следует «отпустить», нагревая на слабом пламени (около 160 ° С) до появления желтизны на зачищенной поверхности стамески. Если этого не сделать, то стамеска получится хрупкой, так как металл напильника закален по всей длине. Стамески насаживают на штыльки – деревянные рукоятки прямоугольного сечения с бочковато закругленными кромками, так как круглые рукоятки менее удобны. Рукоятки необходимо зачистить и отполировать или покрыть масляным лаком. Насадка должна быть параллельна режущей кромке инструмента, что способствует точности в работе. Для штыльков берут прочную вязкую древесину: кизил, бук, свилеватую березу. Чтобы насадить точно, отверстие сперва рассверливают, соблюдая направление ребер, на глубину 1/2 хвостовика, а затем прожигают раскаленным хвостовиком в глубь, немного не доводя до конца. Вбитая таким способом стамеска будет сидеть прочно. Косо вбитые рукоятки исправляют, подрезая излишек с нужной стороны. Поэтому заготовку для рукоятки следует делать несколько большей, чтобы иметь возможность исправить. Стамески также подразделяются на штампованные, вырубные (тонкие), и кованые (толстые). Кованые характеризуются специальным приливом – упором и небольшим утонением пера к режущей кромке. Штампованные имеют параллельные широкие грани и требуют постановки упорной шайбы, чтобы рукоятка не набивалась на хвостовик при ударах. Качество стамески зависит от стали и ее закалки. Остро отточенная стамеска должна без затупления прорубить 15 см букового или дубового бруса. Если сталь заворачивается или крошится, инструмент применять не следует. В некоторых случаях можно улучшить металл новой закалкой. Как правило, кованые стамески надежнее. 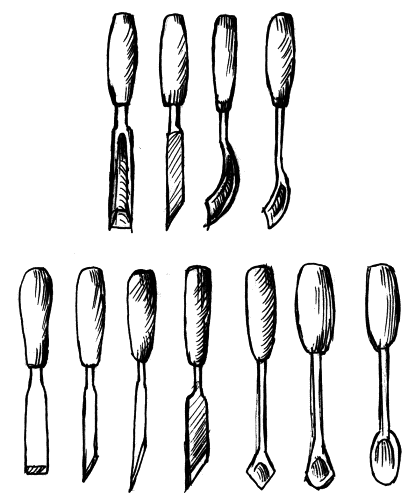 Рис. 13. Основной инструмент для резьбы по дереву Длину стамесок выбирают исходя из условий прочности – очень длинную и тонкую стамеску легко сломать. Обычно длина режущей части 10–15 см. Только для некоторых работ, например при долблении летков в рубанках или фуганках под нож, длина пера составляет 22–26 см. Перо в широкой грани должно быть к концу шире на 1–2 мм. Клиновидными стамесками трудно работать, они застревают в гнезде и делают работу неряшливой. Угол заточки широких стамесок равен 20–25° , узких – 15–20°. В первом случае ширина скоса должна быть 2,5 толщины, во втором – 3–3,5 толщины стамески у режущего конца. Для выборки скругленных выемок применяют полукруглые стамески разного радиуса кривизны – от почти прямых до полукруглых. Затачивают их как снаружи, так и изнутри в зависимости от характера предстоящей работы. Кроме того, для несложных резных работ используют стамески с косой кромкой, более короткие и тонкие, а также полукруглые, изогнутые наподобие черпака, так называемые клюкарзы. Этот инструмент промышленность не выпускает, его изготавливают кустарно, кузнечным способом, из колец подшипников, рессор или толстых пружин. Заточку и правку долот и стамесок проводят на точильном круге, а затем на оселке. Правят стамески на оселках, имеющих профиль, соответствующий профилю стамески. Строгальный инструмент После обработки топором или распиловки поверхность заготовки получается недостаточно ровной и гладкой. Чтобы исправить эти недостатки, заготовку строгают стругом: шерхебелем, рубанком, галтелем, фуганком, шлифтиком или цинубелем. Фальцы, четверти, шпунты на заготовке выполняют другими инструментами: фальцгебелем, зензубелем, шпунтубелем. При изготовлении деталей с выгнутой или вогнутой формой пользуются горбачами, при изготовлении дверей с филенками – стругами для фигарей, а для циклевания древесины – циклями. У всех этих инструментов практически одинаковое устройство: деревянное или металлическое основание, нож и клин или винт для закрепления ножа в корпусе на определенную высоту (вылет) от подошвы инструмента. Вся разница заключается в ширине и устройстве ножа, а также в профиле последнего. Столяры-профессионалы используют деревянный инструмент для основной работы, а металлический – лишь тогда, когда имеется опасность испортить подошву струга (строгание твердых торцов, ДСП и недеревянных материалов: оргалита, плексигласа, пластика и т.п.). Деревянные рубанки легче, лучше скользят по обрабатываемой поверхности, что облегчает работу и экономит силы. С другой стороны, деревянный инструмент довольно быстро изнашивается. При незначительных объемах работы более тяжелый инструмент вполне пригоден. Литые металлические рубанки по качеству строгания нисколько не уступают аналогичным деревянным рубанкам, наладка их заключается лишь в заточке и установке ножа. Рубанки с двойными ножами имеют микроподачу ножа, надежный зажим клина, прошлифованные плоскости скольжения. При наладке приходится иногда срубить заусенцы и мелкие выступы металла. В клинке металлического шерхебеля следует проделать поперечную канавку для опорного штифта (если ее нет): при сильных ударах о сучки клинок будет реже выпадать. Так как деревянный инструмент все же составляет основу набора столярного инструмента, а принципиальное их устройство одинаково, то очень важно уметь налаживать деревянные колодки, чтобы обеспечить чистоту строгания, надежный зажим ножа и свободный отвод стружки. При выборе деревянных колодок следует убедиться: ? во-первых, что заплечики, к которым снизу прижимается клин, сделаны с достаточным напуском, обеспечивающим надежное примыкание рожка клинка по всей его длине; ? во-вторых, что отверстие для входа стружки (пролет) с вставленным в него ножом и клинком не превышает 1–2 мм от края щели до конца ножа. Лучше даже, если конец ножа упирается в стенку пролета. При большем размере, учитывая подгонку опорной плоскости – постели к ножу, может потребоваться вкладыш, а это нежелательно для новой колодки. При достаточной толщине щечек летка (более 6 мм) уширение заплечиков можно сделать за счет подрезки (утонения) этих щечек. Небольшие искривления, трещинки в неответственных местах можно заделать. Следует приобретать колодки с подошвой из граба и клена. Остальные породы мягки, потому быстро изнашиваются, а груша плохо скользит. Склеенные колодки обычно меньше коробятся при усыхании, чем цельные. Рубанок с короткой колодкой должен иметь впереди рожок, свернутый набок, для большого пальца левой руки (колодки с точеной вставной ручкой хуже). Под ножом необходимо расположить полукруглый упор для правой руки (в самодельном инструменте мастера его обычно не делают). Следует заметить, что деревянная колодка всегда требует наладки и подгонки по руке. Основное внимание нужно обращать на качество обработки летка и его деталей. Так, английские колодки представляют собой прямоугольник, и мастер все доделывает по руке сам, французские не имеют рожка, и лишь немецкие модели оборудованы так же, как и отечественные. Деревянные колодки следует выдержать дома не менее года для полного высыхания. Если клин зажимает и если он болтается в летке и не полностью упирается в заплечики, не следует сразу браковать колодку. Исправить клин нетрудно. Постучав носком колодки нового неналаженного рубанка, в который вставлен нож, закрепленный клином, почти всегда можно услышать дребезжание. Это происходит от неплотного прижатия клином и неплотного прилегания ножа к опорной плоскости. Обе оплошности исправляют выравниванием опорной плоскости по ножу и подгонкой клина и низа заплечиков друг к другу. Для определения мест подрезки следует замазать нижнюю плоскость ножа и заплечиков мягким карандашом и собрать рубанок. После разборки выпуклые места обозначатся соответственно на опорной плоскости и рожках клина. Подгонка клина к заплечикам состоит в подрезании стамеской опорной плоскости заплечиков, если она неровная или отличается от другой наклоном, и подстрагивании плоскостей клина. В клиньях со слабо выявленными рожками следует вырезать их глубже. Длина рожков 3,5–4 см. Угол между плоскостями клина для одинарных рубанков около 14°, для двойных – около 10°. Более узкий клин крепче зажимается, но с трудом извлекается при переналадке, клин с большим углом вылетает от ударов ножа о сучки и плохо держит нож. Вывод таков: клин должен быть уже летка на 0,5 мм. Рожки клина не должны выступать за пределы заплечиков, а сам клин вырезается внутри для того, чтобы выходящая стружка скользила по ножу. В самом летке необходимо сгладить и подрезать все ненужные шероховатости, так как они задерживают стружку и затрудняют строгание. Чтобы рубанок не забивался стружкой, следует переднюю плоскость летка сделать вертикальной (в черновых колодках она почти параллельна ножу). Это увеличивает входную щель – пролет при подстрожке и фуговании изношенной подошвы, но существенно облегчает выход стружки и, следовательно, работу. Надлежащий размер пролета обеспечивают подклейкой тонкой фанерки под нож либо установкой вкладыша. На сильно изношенные подошвы наклеивают целиком пластину из граба или клена и прорубают новый пролет, поэтому не следует выбрасывать старые удобные колодки, подошвы которых износились. Наибольшему износу подвергается предножевая часть подошвы рубанка, за ножом древесина остается нетронутой и образует горб. Выравнивают подошву рубанком с двойным ножом в направлении от рожка к затылку, снимая очень тонкую стружку. Следует проверить положение боковой, правой по ходу, стороны. Она должна быть выстрогана точно под углом 90° к подошве и образовывать с ней прямую линию – ребро, которое следует оберегать от ударов. Ребром удобно проверять точность выстроганной плоскости. Налаженную колодку следует покрыть лаком с трех сторон и с торцов. Для лучшего скольжения подошву можно смазать растительным маслом. Подгонка ножа состоит в затачивании его режущей грани под прямым углом к боковому ребру и припасовке горбатика – стружколома для двойных ножей. Припасование – слесарный термин, но он точно соответствует процессу: приладке частей с минимальным, волосяным, зазором. Чтобы нож свободно ходил в летке, подтачивают боковую кромку. Ножи, плотно, без зазора, входящие в леток, при перемене влажности могут зажиматься и налаживать их затруднительно. А наладка необходима, потому что новые ножи заточены весьма приблизительно. 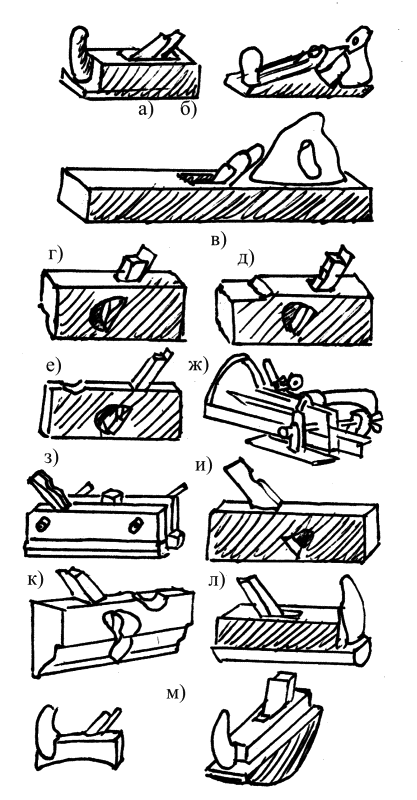 Рис. 14. Строгальный инструмент: а – деревянный рубанок; б – металлический рубанок; в – фуганок; г – отборник; д – фальцгебель; е – зензубель; ж – шпунтубель; з – грунтубель; и – штап; к – калевка; л – галтель; м – горбачи с вогнутым и выпуклым дном Угол проверяют слесарным угольником, который должен прилегать к режущей части без просвета. Затем подогнанный по форме нож вставляют в леток и закрепляют клином. Край ножа должен быть параллелен подошве. Небольшой перекос может быть выровнен подвиганием ножа вбок ударом молотка по верхней части подошвы. В хорошо налаженном рубанке расстояние от острия ножа до края летка должно быть: для одинарных рубанков – около 3 мм, для двойных рубанков и фуганков – около 2 мм (не более 5 толщин стружки). При большем расстоянии строгание не получится чистым. Обычные рубанки бывают с одним и двумя ножами. Рубанки с двумя ножами (их еще называют двойники) строгают чище, чем рубанки с одним ножом, потому что снимают очень тонкую стружку. Нож должен иметь ширину 50 мм и прямое лезвие. Его устанавливают в колодке под углом 45–50°. В двойном рубанке на ноже крепят горбатик, с помощью которого регулируют толщину стружки. Шерхебель применяют для первичной грубой обработки. При работе от этого инструмента остается рифленый в виде неглубоких борозд след. Его колодка – это прямоугольный брусок. Верхняя сторона колодки называется верхом, а нижняя – подошвой. В середине колодки устраивают сквозное отверстие: внизу, на подошве, узкое – ротик, а вверху широкое – леток. Ротик обычно делит колодку почти на две равные части: переднюю – носок и заднюю – пятку. Леток выполняют под углом 45°, который называют углом резания. Если сделать угол резания, например, 30°, то инструмент будет строгать менее чисто, а дерево будет скалываться. При угле резания больше 45° нож будет не строгать, а скоблить подобно цикле. Внутри леток имеет плечики, на которые ставят нож и клинок. Клинком закрепляют нож в колодке, чтобы он не выскакивал во время работы. Ширина колодки должна быть больше ширины ножа, т.е. с двух сторон летка должны оставаться щечки толщиной не менее 7 мм. Под ножом крепят упор для предотвращения натирания мозоли между большим и указательным пальцами. С торца колодки крепят стальную пробку. Задача шерхебеля – снять основную массу материала, оставив необходимый запас для продолжения обработки другим инструментом. Для лучшего забора материала в леток инструмента нож шерхебеля делают полукруглым, а его вылет от подошвы – 1–3 мм. Выравниваются борозды рубанком с прямой режущей кромкой ножа. Фуганок рассчитан на работу с большими по площади и длинными деталями. Галтель применяют для строжки желобков. Он имеет выпуклую подошву. Форма лезвия ножа – удлиненный полуовал. Ширина лезвия 5–40 мм. Фуганок имеет ту же конструкцию, что и рубанок, но больше по размеру. Строгает он точнее и ровнее рубанка. Фуганки различают полные и неполные (полуфуганки), чаще с двойными ножами. Длина колодки у полного фуганка – 700 мм, высота – 76, ширина – 85, а ширина ножа – 65 мм. У полуфуганка длина колодки – 500 мм, высота – 65, ширина – 70, а ширина ножа – 50 мм, но может быть и 65 мм. Нож ставят в колодку под углом 45–47°. Он имеет прямое лезвие. В передней части колодки есть боек, по которому наносят удары, когда требуется выбить клин и освободить нож. Шлифтик применяют для чистого строгания шероховатых мест. Он напоминает двойной рубанок. Длина его колодки – 200 мм, ширина – 40–50 мм. Нож ставят под углом 60°. Лезвие ножа шлифтика при правильной наладке может снимать очень тонкую стружку. Цинубель используют для придания поверхности шероховатости, которая обеспечивает лучшее склеивание древесины. Он представляет собой небольшой рубанок с колодкой длиной 200 мм, шириной 60 мм и одинарным ножом с мелкими желобками, которые образуют на жале лезвия мелкие зубчики. Нож ставят под углом 80°. Торцевой рубанок предназначен специально для острожки торцов. Его нож ставят под углом к продольной оси колодки. Фальцгебелем, или фальцовкой, отбирают фальцы и четверти и зачищают их после вырубки стамеской или другими инструментами. Выступ на его колодке ограничивает ширину отбираемого фальца и направляет струг по ребру доски или бруска. Колодка может быть с двумя выступами, которые не только направляют ее точно по кромке бруска или доски, но и ограничивают ширину и глубину фальца. Зензубелем можно выстругивать фальцы или четверти любой ширины и глубины. При работе колодку придерживают пальцами, причем пальцы должны двигаться по кромке доски или бруска. Можно колодку направлять и накладкой – рейкой, прибитой гвоздями или привинченной шурупами. Накладка ограничивает ширину фальца или четверти. Ножи ставят прямо или косо. Косо поставленный нож позволяет строгать древесину как вдоль, так и поперек волокон. У фальцгебеля и зензубеля длина колодки составляет 240 мм, ширина – 30, высота – 80, а ширина ножа – 15 мм. Шпунтубель, или шпунт, применяют для выборки шпунта (канавки) разной глубины. Ширина ножа зависит от ширины шпунта и колеблется от 3 до 10 мм. Переставляя планку и устанавливая нож рядом с ранее выбранным шпунтом, можно получить шпунт любой ширины. Стальной гребень расположен в середине колодки и имеет ту же ширину, что и нож. Планку крепят сбоку колодки двумя винтами. Она идет по кромке бруска и направляет инструмент. Вращением гайки планку прижимают или удаляют от колодки. Калевку применяют, чтобы выстрогать на кромках брусков, досках, различных рейках валики, выемки и т.п. Длина колодки – 240 мм, высота – 70–80, ширина – 10–50 мм. Лезвие ножей может иметь различную фигурную форму. Точно такая же форма должна быть и у подошвы колодки, т.е. для каждого ножа делают свою колодку. Выпиливают фигурные ножи напильниками. Колодки должны иметь выступ, который будет направлять струг по кромке доски или бруска. Горбачи — это рубанки с колодкой выгнутой формы. Их применяют при изготовлении деталей выгнутой или вогнутой формы, например, при строгании криволинейных брусков. Нож у горбача прямой, подошва колодки имеет выпуклую или вогнутую форму. Стругами для фигарей можно выстругивать гладкую фигарею одновременно с калевкой. Цикли – это тонкие пластинки из высококачественной полированной стали толщиной 0,5–1 мм. Они позволяют снять с древесины тончайшую стружку и ворс. Часто цикли изготавливают из поперечных пил. Для удобства в работе их крепят в деревянных ручках. Для циклевания деталей с криволинейным профилем применяют фигурные цикли. Скоблит древесину заусенец, который тщательно затачивают и правят на оселке. Заусенец может быть с одной и с двух сторон цикли. Циклю, заточенную как обычный рубаночный нож (со снятием фаски), заправляют с одной стороны, а заточенную без фаски с торцевой стороны под прямым углом к пласту, – с двух сторон – образуются два заусенца. Рабочие стороны прямых циклей должны быть строго прямолинейны. Ножи для стругов делают длиной 180 мм, шириной в зависимости от размеров и назначения струга, толщиной 1,9–3 мм. У двуслойных ножей нижнюю пласть (слой) называют поддерживающей и изготавливают из мягкой стали марки 30. Верхнюю пласть длиной 55 мм, толщиной 1–0,5 мм выполняют из плакирующей стали марок 9В, 95, 9С и ФВ. Нижний конец ножа со стороны поддерживающей пласти стачивают на фаску под нужным углом и называют режущей частью, или жалом. Чем тверже дерево, тем больше должен быть угол фаски. Острые ножи чище строгают, и ими легче работать. Ножи могут быть одинарными и двойными. Двойной нож состоит из самого ножа и накладываемой на него нережущей пластинки, называемой стружколомателем. Эта пластинка может быть плоской и с выпуклостью – горбом, поэтому стружколоматель еще называют горбатиком. Двойной нож чище строгает и регулирует толщину стружки. Горбатик должен плотно прилегать к ножу. С нижней стороны ножа его закрепляют винтом. Зазор между ними допускается не более 0,05 мм. Расстояние от жала ножа до горбатика зависит от толщины стружки и желаемой чистоты строгания. Двигается горбатик по продольной прорези общей длиной 90 мм. Строгальный инструмент с одинарным ножом надкалывает древесину на некотором расстоянии впереди себя, поэтому строганная им поверхность бывает недостаточно гладкой. У струга с двойным ножом горбатик предупреждает надкалывание дерева, поэтому и строганая поверхность получается чистой. Наладка стругов. У приобретенного двойного ножа проверяют плотность примыкания горбатика к пласти. При зазоре между ними более 0,1 мм горбатик притачивают. Если этого не сделать, то в зазоре будет заклиниваться стружка, потребуется частая очистка его и ухудшится чистота обрабатываемой поверхности. Ширина ротика в колодке также имеет большое значение для чистоты строжки. При широком ротике стружка грубее. Нормальной считается ширина ротика для шерхебеля 9 мм, рубанка – 8, фуганка – 7 мм. Ротик будет уже, если вставить в подошву колодки бобышку. Вырезают бобышку из дерева в виде треугольника толщиной 12–15 мм. Все неровности ее зачищают. Бобышку приставляют к подошве струга и обводят вокруг нее тонкие риски. По этим рискам выдалбливают в колодке гнездо глубиной 11–14 мм. Приклеивают бобышку в гнездо и прижимают струбциной. Через сутки выступающую часть бобышки сострагивают заподлицо с подошвой колодки. Из шерхебеля и рубанка нож вынимают следующим образом. Левой рукой берут за середину колодки так, чтобы большой палец придерживал клинок и нож. Правой рукой наносят киянкой или молотком по вставленной пробке в задней части колодки удар. Под действием удара клинок поднимается вверх и легко вынимается вместе с ножом. Во время выемки нож следует также придерживать, иначе он выпадет. Чтобы вынуть нож из фуганка, молотком наносят удары по бойку. Левая рука при этом должна придерживать нож. Чтобы наточить двойной нож, надо сначала отвинтить винт и снять горбатик. Нож в колодку шерхебеля, рубанка или фуганка вставляют так, чтобы его лезвие было на одном уровне с ее подошвой. Затем устанавливают клинок, крепко прижимая его к летку. Можно вставлять нож иным способом: на верстак кладут нож фаской вниз, на нож – клинок и все вместе вставляют в леток колодки. Во время вставки ножа средний палец левой руки должен придерживать его лезвие на одном уровне с подошвой колодки. Чтобы закрепить нож, по клинку наносят молотком легкий удар. Вставленные в колодку ножи не должны иметь перекоса и должны выступать из-за ее подошвы на требуемую высоту. Проверяют, соблюдаются ли эти условия, на глаз, для чего колодку держат одной рукой на уровне глаз (или двумя руками на уровне груди) подошвой вверх и передним концом к себе. Лезвие ножа по отношению к подошве колодки должно располагаться без перекоса и казаться тонкой ниткой. Высота, на которую должно выступать лезвие, зависит от толщины стружки, которую нужно снять. Наладку стругов с двойным ножом осуществляют следующим образом. Горбатик ставят на нож, слегка привертывают винтом, а затем устанавливают на необходимом расстоянии от лезвия ножа и прочно закрепляют винтом. Двойной нож и клинок в колодку вставляют так же, как и одинарный нож и клинок. Заточка ножей. Ножи шерхебеля, рубанка и подобных им стругов вначале нужно отточить на точиле. Держат нож против вращения точила и обязательно смачивают водой. Выдержать необходимый угол отточки вручную сложно, поэтому следует прибегнуть к помощи роликового или рычажного приспособления. Нож закрепляют в прорези рычажного приспособления клином так, чтобы он прилегал своей фаской к поверхности точила под необходимым углом. Во время отточки слегка нажимают на рычаг, который придает устойчивость ножу. Затем нож нужно заточить на бруске. При этом нож вновь смачивают водой. Полученная фаска должна быть строго прямолинейной. 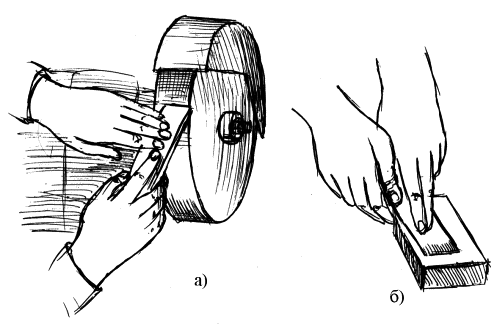 Рис. 15. Заточка (а) и правка (б) лезвий для рубанка Проверить прямизну лезвия можно с помощью угольника или на глаз. На лезвии не должно остаться следов после отточки. Теперь нож правят на оселке, смоченном водой или маслом. При использовании масла лезвие станет острее, чем при использовании воды, и минимально изотрется оселок. Правку ножа выполняют до тех пор, пока на фаске не останется следов от заточки и не будут удалены все заусеницы. Калевочные ножи обычно точат сперва напильником (мелкая насечка), а затем бархатным (очень мелкая насечка), но можно использовать и набор всевозможных брусков. Калевки со снятыми заусеницами строгают чище. Лезвие цикли затачивают так же, как и нож шерхебеля или рубанка. Двустороннюю циклю затачивают с торцевой и боковых сторон. После заточки циклю «наводят», или «направляют», т.е. заворачивают острые ребра кромки в широкую сторону, что придает цикле способность хорошо скоблить древесину. Для наводки циклю кладут на край верстака так, чтобы ее кромка слегка выступала, и крепко прижимают пальцами левой руки. Ребром стамески или штифтом сильно надавливают на кромку (вниз в сторону ребра) и 1–2 раза проводят по ней. Ребро цикли от нажима немного согнется и завернется в сторону пласта. Стамеска или стальной штифт должны быть намного крепче стали, из которой изготовлена цикля. Их следует хорошо зашлифовать, чтобы плавно скользили по цикле. Инструмент для сверления Инструмент для сверления отверстий весьма разнообразен. Ложечные, или перовые, и шилообразные сверла применяются сравнительно редко, так как отверстия при сверлении ими получаются не очень точные и с шероховатой поверхностью. Для более качественной обработки используют следующие виды сверл: ? центровые – для сверления чистых и правильных отверстий диаметром 13–51 мм поперек волокон древесины; ? пробочные, или бесцентровые, – для сверления несквозных отверстий, в которые вставляют на клей деревянные пробки с чистым ровным дном, например в местах заделки сучков и других дефектов; ? винтовые, или витые, – для сверления отверстий с чистыми стенками разной глубины поперек волокон древесины; ? бурав и буровые – для сверления глубоких отверстий; ? раззенковки – это конусообразные специальные сверла для рассверливания отверстий под шляпки гвоздей или шурупов; ? по металлу, которые можно применять и для сверления отверстий в дереве; ? универсальные раздвижные, оснащенные съемным резцом, – для сверления отверстий различного размера. 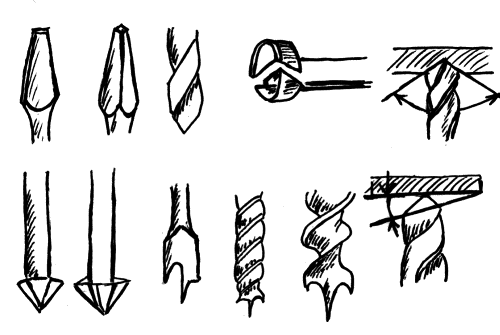 Рис. 16. Сверлильные инструменты Винтовые сверла с конической заточкой используют для сверления отверстий вдоль волокон древесины, а с подрезателем – поперек волокон. Глубокие отверстия получают буравом, неглубокие – сверлами, имеющими круговые подрезатели. Сверлить дерево можно специальными перовыми сверлами – перками, представляющими собой лопатку с центром, режущим пером и специальными буравами, а также сверлами для металла, концы которых перетачивают по специальной форме с прямой режущей кромкой, центром и краевыми подрезателями. Переточенное сверло годится для сверления древесины поперек волокон со стороны кромки или пласти доски. Для сверления вдоль волокон сверло затачивают под углом 60°. Обычное сверло на сверло с центром и подрезателями можно переточить на точильном станке с тонким камнем. Затачивать центр нужно очень аккуратно, если он окажется смещенным, то сверло высверлит отверстие больше своего диаметра. Перетачивать таким образом можно сверла диаметром не менее 7 мм. Более тонкие сверла оставляют с обычной металлорежущей заточкой. При затачивании перок нужно следить, чтобы краевое перо отставало чуть дальше от центра, нежели противоположный край с подрезкой лопаткой. В противном случае лопатка будет выдирать волокна с контура отверстия и сверлить будет трудно. Перки и буравы имеют квадратный хвостовик, способный передавать большие усилия, что необходимо из-за значительного диаметра высверливаемых отверстий и сопротивления материала. Круглый хвостовик, подобный хвостовику сверла для металла, будет проворачиваться в патроне коловорота. Буравы предпочтительнее двухзаходные (шнековые): ими легче сверлить. Вообще буравом пользуются при необходимости просверлить глубокие отверстия большого диаметра и в столярном деле его применяют редко. Перками можно осуществлять выборку значительных объемов древесины, заменяя ею вырубку долотами. Станки для зажима и вращения буравов и перок называются коловоротами. Патрон коловорота должен быть двухкулачковым, так как трехкулачковый слесарный патрон не может зажать квадратный хвостовик. Желательно приобрести коловорот с трещоткой, дающей возможность изменять направление усилия при зажиме и перестановке перок и сверл в патроне. 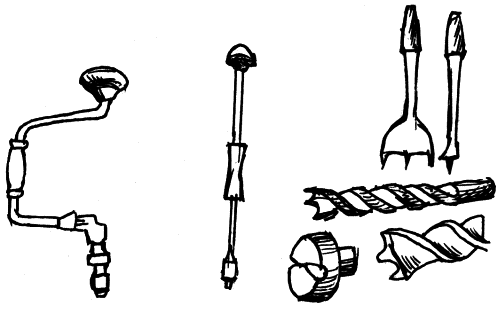 Рис. 17. Ручной сверлильный инструмент 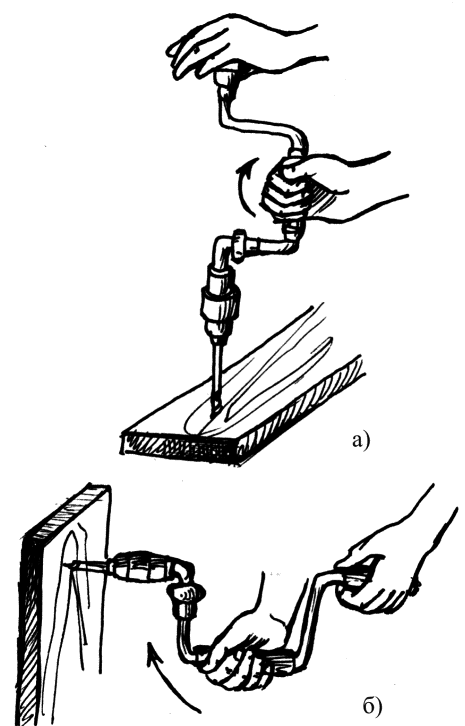 Рис. 18. Приемы сверления древесины коловоротом: а – при горизонтальном положении детали; б – при вертикальном положении детали, зажатой струбциной Для зажима сверл нужна ручная дрель с патроном до 8 мм. Электродрелью пользоваться не рекомендуется, так как этот инструмент в мягкой древесине трудноуправляем. Поверхности, образованные сверлением, не являются лицевыми, их обычно дополнительно обрабатывают стамесками. Сверление служит для ускорения работы и уменьшения усилий, прилагаемых к детали. Пробочные сверла применяют для выборки выемок, но они, к сожалению, не поступают в продажу. Их можно заменить той же перкой, уменьшив высоту центра. Это даст уменьшение глубины прокола и сохранит целостность поля древесины при расчистке. Трехгранное шило, необходимое для получения гнезд под шурупы, изготавливают из толстой рояльной проволоки (пружин), старых разверток и тому подобных заготовок. Шило должно быть твердым и прочным, насажено на крепкую рукоятку с овальным верхним торцом. Трехгранное шило подрезает и выворачивает волокна, тем самым предохраняя деталь от раскалывания. В этом отношении шило лучше тонкого буравчика. Для сверления отверстий в очень тонких деталях применяют сверла, зажатые в ручной цанговый патрон, ювелирные тиски и т.п. Зенковка представляет собой коническую развертку с деревянной рукояткой. Ею разделывают отверстия под шляпки шурупов. К специальным инструментам для поверхностной обработки дерева относят и чеканку – квадратного сечения металлический брусок, на одном (рабочем) торце которого нарезаны перекрестные трехгранные канавки, образующие в промежутках пирамидки. Вдавливая эти пирамидки в поверхность древесины, получают вмятины, которые образуют своеобразное «шагреневое» поле. Чеканкой обрабатывают плоскости между резными деталями, зачищенные основания видимых снаружи выемок. Применяют ее обычно для обработки твердых пород древесины. Инструменты для прочих работ Для работы столяру понадобятся все основные столярные приспособления, но в его арсенале должен быть и вспомогательный инструмент: киянки, молотки, клещи, плоскогубцы, круглогубцы, ножи разной формы, шилья, отвертки, кусачки, паяльник, стеклорез, цикли. 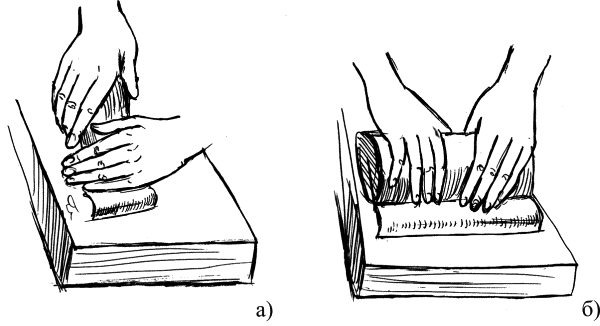 Рис. 19. Циклевание поверхности: а – цикля серийного производства; б – самодельная цикля (узкая и широкая) и положение рук при циклевании 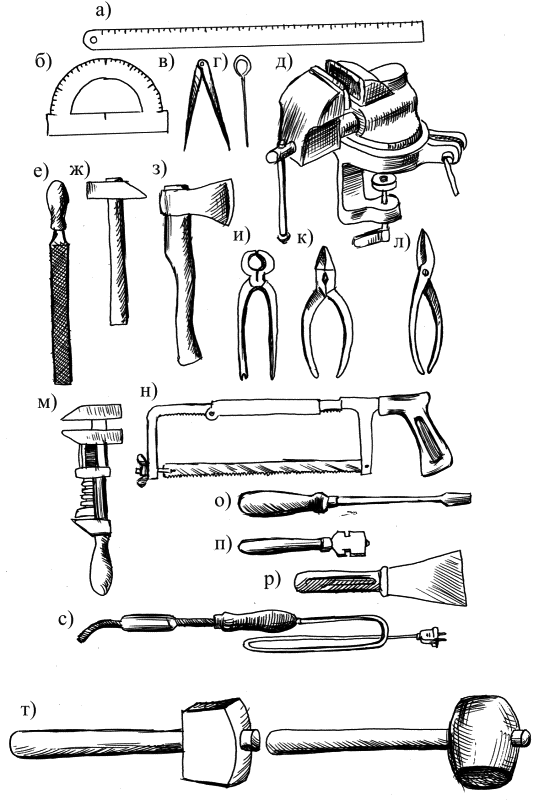 Рис. 20. Вспомогательный инструмент: а – металлическая линейка; б – транспортир; в – циркуль; г – чертилка; д – тиски; е – драчевый напильник; ж – молоток; з – плотничный топор; и – клещи; к – плоскогубцы; л – слесарные ножницы; м – разводный ключ; н – ножовка по металлу; о – зубило; п – стеклорез; р – шпатель; с – электропаяльник; т – киянки с призматической и цилиндрической головками 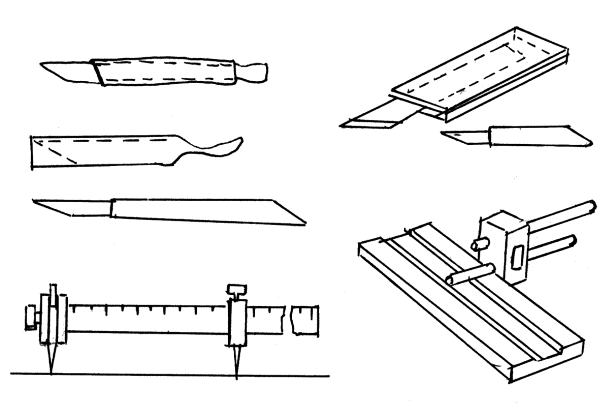 Рис. 21. Инструмент для облицовочных и мозаичных работ Киянки служат для выполнения работ с большим рельефом, ими наносят удары по черенку стамески, цикли – для зачистки поверхности древесины. Наряду с ними для сглаживания неровностей применяют напильники с крупной и мелкой насечкой и шлифовальные шкурки. Из инструментов для выполнения других работ следует упомянуть наборы для выполнения мозаичных и резчицких работ, для гравирования дерева и его отделки, а также некоторые медицинские инструменты: шпатели, шприцы, скальпели. Для сжатия заготовок при склеивании нужны струбцины и прессы. На определенных этапах отделочных работ требуются притирочные молотки (для облицовывания), утюги (для выглаживания и высушивания шпона) и другие инструменты. 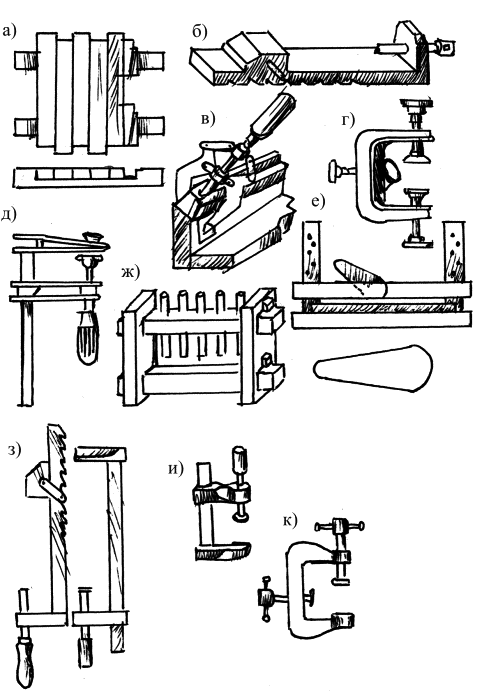 Рис. 22. Приспособления и инструменты для склеивания деталей: а – пресс с хомутовыми струбцинами; б – пресс на стяжных болтах; в – пресс с деревянными клиньями; г, д, е, ж, з, и, к – струбцины для коротких и длинных деталей 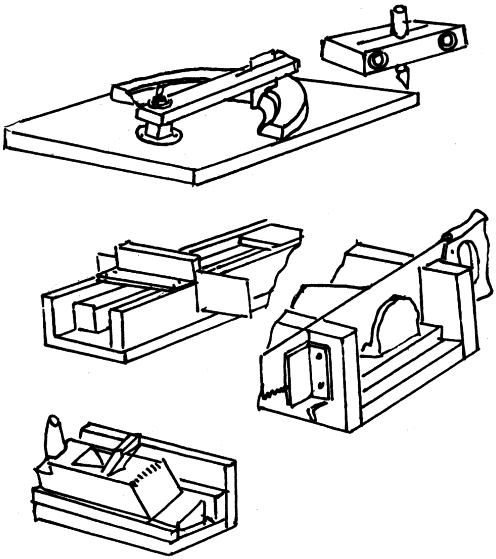 Рис. 23. Приспособления для обработки деталей под углом |
|
||