|
||||
|
|
6. ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ[4] 6.1. Газовая сварка Сваркой называется процесс получения неразъемного соединения металлов в результате нагревания их источником тепла до состояния оплавления в месте соединения, давления или трения. Сварку выполняют с добавлением или без добавления присадочного материала. Различают следующие виды сварки: газовая, дуговая, электрошлаковая, стыковая электрическая, атомная, плазменная давлением, трением, кузнечная. В настоящее время все более широкое распространение получают такие новые виды сварки, как индукционная, ультразвуковая, диффузионная, в вакууме, электронно-лучевая в вакууме, лазерная, взрывом. Газовая сварка – это сварка с использованием пламени, получаемого при сгорании смеси различных горючих газов с кислородом. Горючим газом, используемым для сварки, может быть: ацетилен, водород, светильный газ, пары бензина и пары бензола. Используемый горючий газ определяет вид газовой сварки (например, водородная, ацетиленовая сварка). К основному и вспомогательному оборудованию и инструменту, используемым при ацетилено-кислородной сварке, относятся: ацетиленовый генератор или баллоны с ацетиленом, кислородом, горелка с набором наконечников, резиновые шланги, редукторы, плоские ключи по размерам гаек редукторов, а также гаек, соединяющих наконечники шлангов и наконечники горелок, ключ к вентилям баллона с ацетиленом, щиток с темными очками, тележка для перевозки баллонов, стальная щетка, молоток и клещи. Рабочее место сварщика может быть стационарным и передвижным. Перед закреплением редуктора на баллоне следует открыть вентиль баллона с целью его продувки. После установки редуктора на баллон необходимо слегка отвинтить регулировочный болт редуктора и плавно открыть вентиль. Резкое открытие вентиля баллона может вызвать повреждение редуктора. В обратном порядке следует выполнить все операции после окончания работы. Декомпрессия манометров наступает при открытии кранов горелки. Не допускается обслуживание вентиля кислородного баллона и редуктора руками, загрязненными смазкой или маслом (или смазывание этих деталей). При соприкосновении сжатого кислорода со смазкой или маслом образуется взрывоопасная смесь. Ацетилен – это горючий газ, в чистом виде бесцветный, без запаха и неядовитый (неприятный запах из-за примесей имеет промышленный ацетилен). Ацетилен для сварки получают в генераторах в результате взаимодействия воды и карбида кальция. При разложении 1 кг технического карбида кальция выделяется около 235–285 л ацетилена и 1675 кДж (400 ккал) тепла. Масса одного кубического метра ацетилена при температуре 0 °C – 1,17 кг. Температура ацетилено-кислородного пламени достигает 3200 °C. Ацетилен в сжатом состоянии (до 1,5 ата) и в смеси с кислородом или воздухом является взрывоопасным. Ацетилен и карбид кальция должны храниться в отдельном сухом и проветриваемом помещении. Ацетиленовый генератор также должен находиться в отдельном помещении. В зависимости от давления ацетилена различают генераторы низкого (0,001–0,01 Мн/м2, 0,01–0,1 ата), среднего (0,01–0,15 Мн/м3, 0,1–1,5 ата) и высокого давления (свыше 0,15 Мн/м2, 1,5 ата). По способу загрузки генераторы делятся на ручные и автоматические. В зависимости от принципа взаимодействия карбида кальция и воды генераторы подразделяются на три разновидности: «карбид кальция в воду», «вода подается на карбид» и контактной системы «вытеснением». Основные части генератора: емкости для карбида кальция, для воды и для газа. К вспомогательному оборудованию относится фильтр и водяной предохранительный затвор. Существует три вида водяных предохранительных затворов: низкого, среднего и высокого давления. Водяные предохранительные затворы бывают мембранные и безмембранные. Наибольшее распространение получили мембранные затворы. Независимо от давления водяные предохранительные затворы делятся на магистральные (установленные на генераторе) и сетевые (в сети перед рабочим местом). Ацетиленовый баллон служит для хранения растворенного ацетилена. Баллон изготавливается горячей глубокой штамповкой или сваркой из стального листа. Внутри баллон заполнен пористой массой (древесным углем). На шейке баллона указаны его техническая характеристика и дата испытания. В верхней части баллона находится стальной вентиль, к которому с помощью хомута и нажимного винта крепится редуктор. Стальной баллон содержит около 6 м3 ацетилена, разведенного в ацетоне и сжатого под давлением 16 ата. При необходимости расходования более 800 л ацетилена в час последовательно соединяют два или три баллона. Кислородный баллон емкостью 40 л предназначен для хранения 6000 л кислорода, сжатого под давлением до 15 Мн/м3 (150 ата). Баллоны изготавливают из высококачественной стали и наполняют газом с помощью специального оборудования на специализированных предприятиях. Кислородные баллоны окрашивают в голубой или синий цвет, а ацетиленовые – в белый. Ацетиленовый баллон немного ниже кислородного. Если краска стерта, кислородный баллон отличают от ацетиленового по запаху (открыть вентиль баллона), по звуку удара по баллону (кислородный баллон издает чистый звук), по высоте баллона и по вентилям. Газовые шланги, как и газовые баллоны, окрашивают в различные цвета. В голубой или синий окрашены кислородные шланги, а в серый или красный – ацетиленовые. Ацетиленовые шланги нельзя подсоединять к кислородным баллонам, и наоборот. Несмотря на то, что внутреннее сечение ацетиленовых шлангов составляет 8 мм, а кислородных – 6 мм, прочность ацетиленовых шлангов значительно меньше. Шланги длиной свыше 5 м нельзя использовать для генератора низкого давления, так как при этом давление ацетилена может снизиться. Соединение коротких отрезков шлангов должно быть прочным и герметичным. Новые шланги необходимо продувать. Газовая горелка предназначена для смешивания в необходимых пропорциях горючего газа с кислородом и для формирования необходимого для сварки пламени определенных интенсивности, силы, размеров и формы. По способу подачи газа и кислорода в смесительную камеру различаются горелки инжекторные или низкого давления и безинжектор-ные одинакового высокого давления газа и кислорода. Горелки инжекторного типа (низкого давления) оснащаются сменными наконечниками от № 0 до № 7. При расходе ацетилена 25–2300 л/ч ими можно сваривать сталь толщиной от 0,2 до 30 мм. Безинжектор-ные горелки работают при давлениях ацетилена выше 0,5 ата. При сварке можно пользоваться только исправной горелкой, прочно соединенной с рукояткой. Следует соблюдать следующие правила: не смазывать маслом детали горелки (грозит взрывом), наконечники содержать в чистоте, не выполнять самостоятельно никакого ремонта, использовать нужное давление кислорода, отверстие наконечника закрывать медной проволокой. Нарушение правил эксплуатации может привести к отдельному хлопку или продолжительной «стрельбе» горелки, к обратному удару пламени через камеру смешивания к ацетиленовому шлангу. Ацетилено-кислородное пламя должно быть светлым с ограниченным ядром. При таком пламени на расстоянии 2–5 мм от ядра достигается температура около 3200 °C. При избытке кислорода образуется ядро меньшего размера, пламя приобретает светло-фиолетовый цвет. При избытке ацетилена пламя светлое, удлиненное. Для подготовки материала к сварке необходимо выполнить скос и зачистку кромок свариваемых деталей, их пригонку и предварительную прихватку, а также подогрев материала (в случае если он пружинит). Скос кромок свариваемых деталей выполняется для того, чтобы сварщик имел возможность наплавить материал по всей толщине. На материалах толщиной до 4 мм скос не выполняется; они только зачищаются и подгоняются. На материалах толщиной более 4 мм делается односторонний скос в форме буквы Y, на материалах толщиной более 12 мм – двухсторонний скос в форме буквы X. Различают три вида ацетиленовой сварки: влево, вправо и вверх. Кроме того, в зависимости от положения шва различаются горизонтальная, настенная (вертикальная), потолочная сварка, а также сварка под углом. Газовой сваркой можно соединять металлические листы толщиной от 0,4 до 40 мм. Сталь обычная (низкоуглеродистая – с малым содержанием углерода) сваривается хорошо и легко с помощью ацетилено-кислородно-го пламени. В качестве присадочного материала используют стальные прутки (табл. 26). Таблица 26Размеры наконечников горелок и диаметров прутков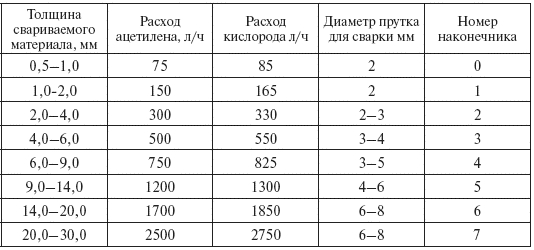 Улучшения качества шва добиваются горячей ковкой (цвет ярко-красный) и отжигом. Как внутренние швы, так и швы внахлестку при сварке стальных листов толщиной боле 40 мм нужно выполнять электрической дугой. Среднеуглеродистые стали следует сваривать как можно быстрее, за один проход, так как может произойти выгорание углерода, перегрев стали и образование шлака в шве. После сварки высокоуглеродистой стали шов необходимо подвергнуть ковке при температуре 800 °C. После сварки и ковки изделия следует отжечь. Изделия из высокоуглеродистой стали отжигают при температуре 920 °C, а после остывания вновь отжигают при температуре 650 °C. Средне-углеродистую сталь отжигают при температуре 800 °C. Хромонике-левые и никелевые стали сваривают, используя флюсы, пасты и присадочные материалы. Стальные отливки с температурой плавления 1400–1500 °C сваривают так же, как сталь. Чугун можно сваривать в холодном или в подогретом состоянии. Чтобы не было пережогов свариваемых изделий, их следует перед сваркой разогреть, а после сварки охладить в горячем песке или в золе. Мягкий шов получают, сваривая изделия чугунными прутками с примесью кремния. Из-за большой текучести расплавленного чугуна сварка должна быть горизонтальной. Кроме того, ее нужно выполнять быстро, за один проход. Флюсы при сварке используются с целью образования шлака, который предохраняет расплавленный металл от адсорбции газов и образования пузырьков. К наиболее часто встречающимся видам брака при сварке относятся: излишнее или недостаточное расплавление металла, пережог, окисление или науглероживание, прихватывание материала, излишек или недостаток присадочного материала в шве (пористость шва), уменьшение толщины стенок материала, а также низкое качество сварного шва в его начале и конце. 6.2. Электрическая сварка При электрической сварке нагрев металла производится с помощью электричества. В зависимости от принципа превращения электрической энергии в тепловую различают следующие виды сварки: дуговая, электрошлаковая, контактная, индукционная и электронно-лучевая. Вид дуговой сварки зависит от используемого электрода. Применяются угольные (способ Бенардеса) или металлические электроды (способ Славянова). Дуговую электрическую сварку можно применять для сварки металлических листов толщиной 1–80 мм. Применение электрошлаковой сварки позволяет сваривать материалы значительно большей толщины. Электрическая дуга представляет собой мощный продолжительный электрический разряд в газах, который сопровождается выделением значительного количества тепла и света. Электрическая дуга при сварке называется сварочной. Она служит для расплавливания свариваемых частей изделия и электрода, металлом которого заполняется сварной шов. Дуга может возникнуть вследствие образования искры между электродами, расположенными на небольшом расстоянии друг от друга или вследствие соприкосновения электродов и последующего их некоторого разведения. К инструменту для дуговой сварки может быть подведен постоянный или переменный ток. Температура электрической сварочной дуги достигает 6000 °C при рабочей температуре в зоне сварки порядка 3500 °C. Электрическая дуга постоянного тока имеет более высокую температуру на положительном полюсе, в то время как дуга переменного тока имеет наивысшую температуру на обоих полюсах. Температура электрической сварочной дуги зависит от силы электрического тока, протекающего через дугу. Чем больше сила тока, тем больше выделяется тепла, поэтому можно расплавить более толстый материал и использовать более толстый электрод. По мере отдаления электрода от свариваемого материала количество выделяемого тепла уменьшается. Для дуговой сварки применяются переносные и стационарные сварочные агрегаты. В качестве переносных используют сварочные трансформаторы, в качестве стационарных – сварочные генераторы и выпрямители. Они могут быть одно– и многопостовыми с приводом от электродвигателя или двигателя внутреннего сгорания. Для дуговой сварки необходимы сварочный трансформатор или сварочный генератор вместе с кабелем низкого напряжения соответствующего сечения, рабочее место с электрододержателем, приспособлениями и защитными щитами. При дуговой сварке сварщик должен иметь защитную маску с темным стеклом, держатель для электродов, инструмент для удаления шлака (молоток, зубило), стальную щетку, рукавицы и специальную обувь. Различают два основных вида электродов для дуговой сварки: металлические и угольные. Металлические электроды могут быть голые, трубчатые (в которых флюс находится внутри трубки) и обмазанные. Металлические электроды изготавливаются толщиной 2–6 мм и длиной 350–450 мм. Они подразделяются на электроды для сваривания углеродистых и легированных конструкционных сталей, для сваривания легированных жаропрочных сталей, для сваривания высоколегированных сталей с особыми свойствами и для наплавки поверхностей. Диаметр электрода зависит от толщины свариваемого металла (табл. 27). Таблица 27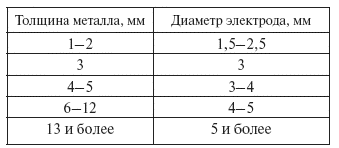 При сварке металлов необмазанным электродом в связи с окислением сварного шва и насыщением его азотом шов получается хрупким, с газовыми включениями. При применении обмазки электрода металл не поглощает азот и не окисляется. Это ведет к улучшению механических свойств шва. Кроме того в металл шва из обмазанного электрода проникают такие составляющие, как марганец, никель, хром, кремний, титан и др. Обмазка электрода, расплавляясь, оставляет на поверхности сварного шва шлак, который защищает металл от воздуха, что ведет к постепенному охлаждению металла и, в свою очередь, к свободному выделению газов из шва, а также к уменьшению напряжений в шве. В зависимости от соединяемых материалов используются электроды с обмазкой различного химического состава. По толщине обмазки электроды делятся на тонкообмазанные (0,2–0,4 мм), среднеобмазанные (от 0,5–до 0,8 мм) и толстообмазан-ные (0,9–1,5мм). Для сварки малоуглеродистых сталей широко применяются электроды марок АНО-4, УОНИ-13/45 и др. В обмазку этих электродов входит 53 % мрамора, 18 % плавикового шпата, 9 % кремнезема, 15 % фер-ротитана, 3 % ферросилиция и 2 % ферромарганца. Используются также специальные обмазанные электроды, предназначенные для сварки меди, бронзы, чугуна, алюминия, жаропрочной и нержавеющей стали. Химический состав таких электродов близок к химическому составу свариваемого материала. Ручной дуговой сваркой можно получить следующие сварочные соединения: стыковое, внахлестку, угловое, тавровое а также ряд других, в том числе опорное, крестообразное. Различают следующие виды швов: отбортованные, стыковые, угловые, с отверстием, прорезные, а также одно– и многослойные. Сварочное оборудование к источнику тока должен подключать квалифицированный электрик. Силу тока при сварке подбирают в зависимости от толщины и вида электрода, вида и толщины свариваемого материала, вида соединения и положения сварки, а также от температуры плавления свариваемого изделия. Сварка стали с малым содержанием углерода (мягкая сталь) при правильно подобранных электродах и силе тока не представляет особых затруднений. Сталь с содержанием углерода выше 0,25 % сваривать сложнее. Материал вокруг шва во время сварки нагревается, а затем быстро охлаждается, становясь твердым и хрупким. Устранить эти недостатки сварки, как и перегрев материала, можно путем отжига при температуре 900 °C. Для сварки углеродистой стали с содержанием углерода выше 0,35 % следует применять соответствующие электроды. Легированные стали следует сваривать после предварительного ознакомления с их механическими свойствами и химическим составом, температурой нагрева и охлаждения, используя правильно подобранные электроды. Дуговую сварку чугуна при ремонте изделий или устранении литейных дефектов выполняют без нагрева или с нагревом свариваемого изделия. При сварке с подогревом изделия нагревают до температуры 500–700 °C и сваривают чугунными электродами. После окончания сварки изделие нужно постепенно охладить. Частично ограничить деформации, возникающие при сварке, можно следующими способами: уложить или установить свариваемые элементы перед сваркой под таким углом, чтобы после сварки под влиянием усадки металла они приняли нужное положение; установить или уложить свариваемые элементы в приспособления так, чтобы они не подвергались деформации (при этом, правда, могут появляться пузырьки в шве); сваривать элементы так, чтобы происходило взаимное гашение напряжений, появившихся в швах в результате прихватки элементов. При этом большое значение имеет правильный выбор швов, а также соблюдение последовательности операций при формировании шва. 6.3. Газокислородное резание металла Для газокислородного резания металлов применяют водород, ацетилен, природный и нефтяной газ и др. При этом используются специальные резаки с мундштуками на конце, позволяющие смешивать газы и формировать необходимую форму пламени. Перед газокислородной резкой необходимо отрегулировать пламя горелки для нагревания металла при закрытом газопроводе, по которому поступает кислород. После регулировки пламени металл нужно подогреть до 1200–1300 °C (ярко-красный цвет), а затем открыть кран дополнительного кислородного газопровода и начать резку металла. Продвижение горелки при резке металла должно быть постепенным и равномерным. Скорость продвижения горелки зависит от толщины разрезаемого материала. Разрезаемый металл должен быть очищен от грязи и коррозии. Горелка должна быть исправной, а мундштук следует подбирать по толщине разрезаемого материала. Используются два способа газокислородного резания металла: ручное и машинное. Ручное газокислородное резание производится резаком инжекторного типа. При давлении ацетилена 0,001–0,15 Мн/м2 (0,01–1,5 ата) и давлении кислорода 0,3–1,2 Мн/м2 (3–12 ата) можно разрезать сталь толщиной до 300 мм. Машинное резание металла толщиной 3–100 мм производится с помощью специальных переносных приспособлений и газорезательных машин типа ПЭЛ-60, ПВЛ-60. Автоматическое газокислородное резание может производиться газорезательными автоматами АСШ-2, АСШ-70, «Одесса» и др. Для получения ровной линии резки при газовой резке металла применяется каретка. Она крепится к наконечнику горелки и передвигается вдоль линейки или шаблона. Резать газокислородным пламенем можно не все металлы, а только те, которые удовлетворяют следующим требованиям: температура сгорания металла должна быть ниже, чем его температура плавления; температура плавления окислов металла должна быть ниже температуры плавления металла. Это углеродистые стали с содержанием углерода до 0,7 %. Стали с большим содержанием углерода, а также чугуны и высоколегированные стали, цветные металлы и их сплавы обычными способами не режутся. 6.4. Требования безопасности и охраны труда[5] Большое количество карбида кальция следует хранить в специально построенных и оборудованных для этой цели помещениях. В местах использования ацетилена количество карбида не должно превышать дневной нормы расхода. Ни на складах карбида, ни вблизи них нельзя курить и зажигать огонь. Газовые баллоны нужно транспортировать с соблюдением всех мер предосторожности: не бросать и не катить, предохранять от ударов и сотрясений. При транспортировке на дальние расстояния по железной дороге или автотранспортом газовые баллоны нужно устанавливать в специальные рамы. При транспортировке на короткое расстояние следует использовать специальные тележки. Газовые баллоны при хранении на складах должны быть установлены вертикально и закреплены (от падения) пояском, цепочкой или штангой. Следует избегать длительного нахождения баллона на солнце; если он нагрелся – охлаждать водой. Недопустима смазка вентиля кислородного баллона и приближение к нему с загрязненными смазкой руками. Смазка или масло в соприкосновении со сжатым кислородом и горючим газом могут привести к возникновению взрывоопасной смеси. Вентиль баллона после окончания работы и при транспортировке следует закрывать колпаком. Если в помещении вспыхнул пожар, следует как можно быстрее вынести газовые баллоны в безопасное место. Газовые баллоны, а также ацетиленовые генераторы следует устанавливать на расстоянии не менее 5 м от открытого огня. Поврежденные цистерны, в которых транспортировались или хранились легковоспламеняющиеся вещества, можно ремонтировать с применением сварки только после их очистки и мойки. Для предохранения от возможного взрыва находящихся внутри остатков горючих веществ или их паров желательно перед сваркой заполнить их инертным газом или водой. Цистерны для легковоспламеняющихся веществ, даже много лет не используемые, представляют наибольшую опасность для сварщика. Такие цистерны необходимо как следует очистить, промыть, наполнить водой и только после этого сваривать. Необходимо контролировать герметичность мест соединения резиновых газовых шлангов и отдельных частей генератора. Наиболее простой и безопасный способ проверки герметичности состоит в смазке проверяемых мест мыльной водой. При утечке газа в мыльной воде сразу же появляются пузыри. Помещение сварочного участка должно быть светлым, просторным и хорошо вентилируемым. Сварка в маленьких и плохо проветриваемых помещениях очень вредна для здоровья работающих, особенно сварка цинка, олова или изделий, покрытых суриком или смазками. |
|
||